Thời gian đăng: 17 tháng 09 năm 2010 Số lần xem: 98781
Là một trong những bước ngoặt cách mạng trong ngành công nghiệp máy xây dựng toàn cầulink w88, việc truyền động thủy lực thay thế cho truyền động cơ khí đã được Trần Vĩ phát minh ra một công nghệ mang tính đột phá. Đây là một bước tiến lớn lao, đánh dấu sự thay đổi sâu sắc trong cách thức vận hành và hiệu suất của các thiết bị cơ giới. Sự đổi mới này không chỉ được ứng dụng rộng rãi tại TP.HCM mà còn lan tỏa đến nhiều khu vực khác trên cả nước, góp phần quan trọng vào quá trình hiện đại hóa ngành công nghiệp nặng Việt Nam.
bóng tối trước bình minh
Máy mài rãnh trục số MKL7150×10/6
Trong ngành sản xuất các thiết bị thủy lựctin tuc the thao, có rất nhiều loại bơm được sản xuất, đặc biệt là bơm cánh và động cơ dầu cánh. Trong đó, rotor (trục quay) và stator (bộ định hướng) là hai bộ phận quan trọng nhất. Quá trình gia công các chi tiết này, đặc biệt là quá trình mài rãnh rotor, được xem là khâu then chốt. Bởi vì độ chính xác của rãnh rotor ảnh hưởng trực tiếp đến hiệu suất hoạt động của bơm. Rotor trong bơm cánh thường yêu cầu độ chính xác hình học và kích thước cao, trên chu vi của nó có các rãnh để lắp lưỡi cánh. Các rãnh này có phần đáy được tạo thành một đường tròn bán kính R nối với dầu áp lực. Rãnh rotor nghiêng so với phương bán kính một góc từ 10° đến 14°, thông thường bơm YB sử dụng góc nghiêng 13° nhằm giảm lực tác động lên lưỡi cánh, giúp lưỡi chuyển động linh hoạt hơn và tăng cường độ bề Vật liệu chế tạo rotor là 38CrMoAlA, bề mặt rãnh được nitrid hóa. Mỗi rotor có 12 rãnh, chiều rộng rãnh là 2,5H7 (+0,010) mm, độ đối xứng so với trục tâm là 0,03 mm, độ song song giữa các mặt bên trong rãnh là 0,005 mm, độ nhám bề mặt đạt Ra 0,2 μm. Các yêu cầu về độ chính xác kích thước, sai lệch hình dạng và vị trí, cũng như độ nhám bề mặt đều rất cao. Vì rãnh hẹp và sâu nên quá trình gia công gặp nhiều khó khăn. Bơm dầu cánh là một trong những linh kiện thủy lực quan trọng, chất lượng của chúng đóng vai trò then chốt trong việc thúc đẩy sự phát triển công nghệ của ngành sản xuất thiết bị thủy lực. Trong quá trình gia công rotor, công nghệ mài đầu rãnh được coi là kỹ thuật cốt lõi.
Mặc dù trong nhiều năm qualink w88, các doanh nghiệp trong nước đã có thể sản xuất hàng loạt máy mài rãnh rotor chuyên dụng, và những năm gần đây, một số nhà máy sản xuất thiết bị loại này cũng xuất hiện ngày càng nhiều, đáp ứng được nhu cầu cơ bản của ngành công nghiệp linh kiện thủy lực. Tuy nhiên, so với trình độ tiên tiến của thế giới, máy mài rãnh rotor trong nước vẫn còn hạn chế ở nhiều khía cạnh như độ chính xác gia công, tính nhất quán về độ chính xác, năng suất sản xuất và sự tiện lợi trong thao tác, chưa đáp ứng đầy đủ yêu cầu của người dùng. Do đó, tại một số nhà máy sản xuất linh kiện thủy lực trong nước, máy mài rãnh rotor gia công tinh vẫn phải nhập khẩu từ các nước như Đức, Nhật Bản hay Thụy Sĩ. Các thương hiệu nổi tiếng thường được sử dụng bao gồm các dòng máy của tập đoàn Schauder (BLOHM), công ty Maegerle của Đức, công ty YASDA đến từ Nhật Bản, đặc biệt là máy mài của công ty Maegerle nổi tiếng đến từ Thụy Sĩ.
Trong những năm gần đâytin tuc the thao, cùng với sự phát triển không ngừng của công nghệ, ngành sản xuất các bộ phận thủy lực ngày càng đặt ra những yêu cầu cao hơn về độ chính xác của rãnh rotor, độ nhẵn bề mặt và hiệu suất gia công. Bên cạnh đó, việc sử dụng các rotor có kích thước lớn cũng đang trở nên phổ biến hơn. Ví dụ, trong ngành chế tạo tàu thủy tại Việt Nam, nhu cầu về động cơ thủy lực đòi hỏi phải gia công mài các rotor lớn. Rotor có đường kính lên đến 295mm, chiều dày 195mm, toàn bộ rãnh cần được tôi rồi mới tiến hành mài, độ cứng bề mặt đạt HRC60±3, sai số kích thước chiều rộng rãnh chỉ trong phạm vi 0,01mm, độ song song và các yêu cầu về độ chính xác khác đều nằm trong khoảng 0,007mm. Những tiêu chuẩn này đều rất khắt khe. Trong khi đó, các rotor thông thường có đường kính ngoài chỉ ở mức dưới 80mm và chiều dài dưới 60mm. Rõ ràng, các thiết bị hiện có tại Việt Nam không còn đáp ứng được nhu cầu, đặc biệt là thiếu vắng các máy mài định hình chuyên dùng để gia công rãnh cho rotor cỡ lớn.
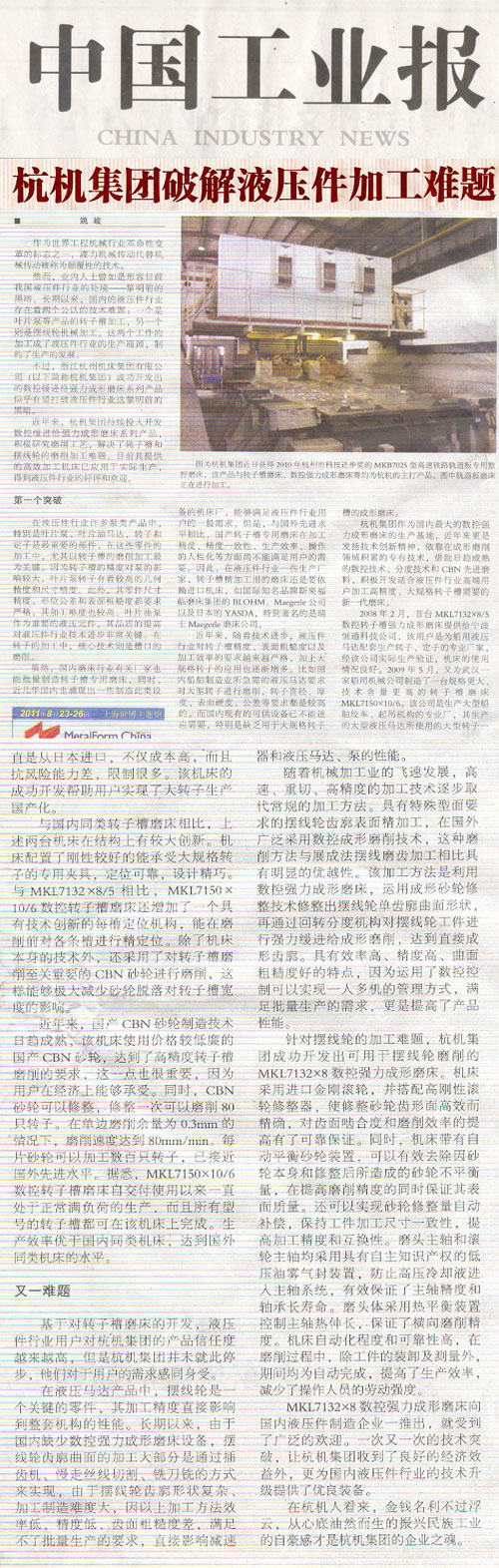
Công ty Máy cắt Hàng Châulink w88, một trong những doanh nghiệp hàng đầu tại Trung Quốc chuyên sản xuất máy mài hình dạng lực số mạnh, trong những năm gần đây đã không ngừng phát huy tinh thần đổi mới công nghệ. Nhờ vào kinh nghiệm và công nghệ độc quyền tích lũy được trong nhiều năm qua về kỹ thuật mài hình dạng, công ty đã tận dụng hiệu quả các công nghệ số hóa ngày càng hoàn thiện, công nghệ phân độ chính xác cùng với vật liệu mài CBN tiên tiến để nghiên cứu và phát triển dòng máy mài thế hệ mới, đáp ứng nhu cầu của các khách hàng cao cấp trong ngành chế tạo chi tiết thủy lực, đặc biệt là các thiết bị gia công rãnh trục lớn với độ chính xác cao. Đây là một bước tiến quan trọng trong hành trình hiện đại hóa và nâng cao năng lực cạnh tranh của doanh nghiệp trên thị trường trong nước và quốc tế.
Vào tháng 2 năm 2008làm đại lý, máy mài hình thành rãnh rotor công suất cao MKL7132×8/5 đầu tiên đã được cung cấp cho Công ty TNHH Công nghệ Khách hàng này là một nhà sản xuất chuyên nghiệp về rotor và stator dùng trong động cơ thủy lực dành cho tàu thuyền. Sau khi được sử dụng thực tế tại công ty, máy móc hoạt động rất tốt và đáp ứng đầy đủ yêu cầu sản xuất. Ngay sau đó, vào tháng 5 năm 2009, một máy mài rãnh rotor công suất lớn hơn và có công nghệ cao hơn đã được chế tạo phục vụ cho một công ty cơ khí hàng hải tại Vũ Hán. Đây là một xưởng sản xuất chuyên biệt các thiết bị lớn như cần cẩu, hệ thống nâng hạ trên tàu. Các rotor lớn được sử dụng trong động cơ thủy lực của công ty trước đây đều phải nhập khẩu từ Nhật Bản, gây tốn kém chi phí và thiếu khả năng chống rủi ro, dẫn đến nhiều hạn chế trong sản xuất. Việc phát triển thành công máy móc này đã giúp khách hàng chuyển đổi việc sản xuất rotor lớn sang nội địa, giảm phụ thuộc vào nhập khẩu và nâng cao hiệu quả kinh tế.
So với các máy tiện rãnh rotor loại tương tự trong nướclink w88, hai máy móc nói trên đã có những đổi mới lớn về cấu trúc. Máy được trang bị kẹp chuyên dụng có độ cứng cao, có thể chịu được rotor có kích thước lớn, đảm bảo định vị chính xác và thiết kế tinh tế. So với máy MKL7132×8/5, máy MKL7150×10/6 tiện rãnh rotor số còn được trang bị thêm cơ cấu định vị từng rãnh mang tính đột phá công nghệ, cho phép định vị chính xác các rãnh trước khi gia công mài. (Thiết bị này đang được đề nghị đăng ký bằng sáng chế quốc gia). Ngoài công nghệ của máy, nó còn sử dụng đá mài CBN – một yếu tố rất quan trọng trong quá trình mài rãnh rotor. Điều này giúp giảm đáng kể ảnh hưởng của việc đá mài bong ra đến chiều rộng rãnh rotor. Trong những năm gần đây, công nghệ sản xuất đá mài CBN trong nước ngày càng hoàn thiện. Máy sử dụng đá mài CBN nội địa giá thành hợp lý, nhưng vẫn đáp ứng được yêu cầu gia công rãnh rotor chính xác cao. Đây là điểm quan trọng vì người dùng có thể dễ dàng chi trả. Ngoài ra, đá mài CBN có thể được tái tạo, mỗi lần tái tạo có thể gia công được 80 rotor. Với lượng dư mài một bên là 0,3mm, tốc độ mài đạt tới 80mm/phút. Mỗi chiếc đá mài có thể gia công hàng trăm rotor, gần bằng trình độ tiên tiến của thế giới. Theo thông tin được biết, máy tiện rãnh rotor số MKL7150×10/6 từ khi đưa vào vận hành đã hoạt động ổn định và luôn ở chế độ làm việc đầy tải. Tất cả các loại rotor đều có thể được gia công trên máy này. Năng suất sản xuất vượt trội hơn so với các máy cùng loại trong nước và đạt trình độ tương đương với các máy nhập khẩu từ nước ngoài.
Bánh răng cycloid là bộ phận quan trọng trong hộp giảm tốc bánh răng cycloid và động cơ thủy lựclink w88, độ chính xác gia công của nó trực tiếp ảnh hưởng đến hiệu suất của toàn bộ hệ thống. Trong nhiều năm qua, do thiếu hụt các máy mài hình dạng mạnh có điều khiển số, việc gia công mặt lượn răng bánh răng cycloid chủ yếu được thực hiện thông qua máy phay rãnh, máy cắt dây chậm và dao phay. Tuy nhiên, do hình dạng mặt lượn răng phức tạp và khó gia công, các phương pháp trên đều có hiệu suất thấp, độ chính xác kém và độ nhám bề mặt không tốt, không đáp ứng được yêu cầu sản xuất hàng loạt, từ đó ảnh hưởng trực tiếp đến hiệu năng của hộp giảm tốc, động cơ thủy lực và bơm. Tại Việt Nam, các thành phố như Hà Nội, TP.HCM hay Đà Nẵng đang nỗ lực phát triển công nghệ gia công chính xác hơn để cải thiện chất lượng sản phẩm. Việc đầu tư vào các thiết bị hiện đại như máy mài CNC sẽ giúp nâng cao năng suất và độ chính xác, đáp ứng nhu cầu ngày càng cao của thị trường trong nước và quốc tế.
Với sự phát triển nhanh chóng của ngành chế tạo cơ khílink w88, các công nghệ gia công tốc độ cao, cắt nặng và độ chính xác lớn dần dần thay thế các phương pháp truyền thống. Việc gia công tinh bề mặt hình dạng đặc biệt của bánh răng cycloid đã được áp dụng rộng rãi tại nhiều quốc gia nước ngoài thông qua công nghệ mài hình dạng số hóa. So với phương pháp mài bánh răng cycloid theo nguyên lý sinh hình, phương pháp này mang lại những ưu điểm rõ rệt hơn. Quy trình này sử dụng máy mài hình dạng lực mạnh có điều khiển số để tạo ra hình dạng mặt lưỡi răng đơn của bánh răng cycloid bằng kỹ thuật sửa đá mài hình dạng. Sau đó, thông qua cơ cấu phân độ quay, máy sẽ thực hiện quá trình mài hình dạng lực chậm tiến sâu đối với chi tiết bánh răng cycloid, từ đó đạt được hình dạng răng trực tiếp. Phương pháp này có ưu điểm là hiệu suất cao, độ chính xác tốt và độ nhẵn bề mặt cao. Vì được kiểm soát bởi hệ thống số hóa, nên có thể dễ dàng quản lý nhiều máy chỉ với một người vận hành, đáp ứng nhu cầu sản xuất hàng loạt và nâng cao chất lượng sản phẩm. Tại Việt Nam, các trung tâm sản xuất hiện đại như TP.HCM, Đà Nẵng hay Bình Dương đang từng bước áp dụng các công nghệ tiên tiến này nhằm nâng cao năng lực cạnh tranh trong bối cảnh toàn cầu hóa. Việc đầu tư vào các thiết bị mài tự động không chỉ giúp giảm chi phí nhân công mà còn cải thiện đáng kể chất lượng sản phẩm, đáp ứng các tiêu chuẩn khắt khe của thị trường trong và ngoài nước.
Đối với những thách thức trong quá trình gia công bánh răng cycloidlink w88, Tập đoàn Máy cơ Hàng Châu đã thành công phát triển máy mài hình dạng mạnh CNC MKL7132×8 có thể sử dụng để mài bánh ră Máy được trang bị các lưỡi cắt kim cương nhập khẩu từ nước ngoài, kết hợp với bộ chỉnh hình trục quay có độ cứng cao, giúp việc chỉnh hình mặt răng của đá mài trở nên hiệu quả và chính xác hơn, đảm bảo đáng tin cậy cho khả năng ăn khớp của răng và hiệu suất mài. Ngoài ra, máy còn được trang bị hệ thống cân bằng tự động cho đá mài, giúp loại bỏ lượng không cân bằng do chính đá mài hoặc sau khi chỉnh hình gây ra, đồng thời nâng cao độ chính xác mài và chất lượng bề mặt. Máy còn có chức năng bù trừ lượng chỉnh hình đá mài tự động, duy trì tính nhất quán về kích thước của chi tiết gia công, từ đó nâng cao độ chính xác và khả năng thay thế lẫn nhau. Trục chính của đầu mài và trục chính của lưỡi cắt đều được trang bị thiết bị phun dầu áp lực thấp mang bản quyền sở hữu trí tuệ, ngăn ngừa sự xâm nhập của dung dịch làm mát áp lực cao vào hệ thống trục chính, đảm bảo độ chính xác và tuổi thọ lâu dài cho ổ bi. Đầu mài được trang bị thiết bị cân bằng nhiệt để kiểm soát sự giãn nở nhiệt của trục chính, giữ ổn định độ chính xác mài ngang. Máy có mức độ tự động hóa và độ tin cậy cao, trong quá trình mài, trừ khâu lắp đặt và đo lường chi tiết, toàn bộ các bước khác đều được thực hiện tự động, giúp tăng năng suất sản xuất và giảm nhẹ gánh nặng lao động cho người vận hành.
Máy mài hình dạng lực số MKL7132×8 đã được giới thiệu rộng rãi đến các doanh nghiệp sản xuất linh kiện thủy lực trong nước và ngay lập tức nhận được sự đón nhận nhiệt tình. Nhờ những lần cải tiến công nghệ liên tiếptin tuc the thao, Tập đoàn Hàng Châu không chỉ thu về hiệu quả kinh tế đáng kể mà còn đóng góp quan trọng vào việc nâng cao trình độ kỹ thuật của ngành công nghiệp linh kiện thủy lực trong nước. Đặc biệt, máy móc này đã được ứng dụng tại nhiều xưởng sản xuất ở thành phố Hồ Chí Minh và Nha Trang, tạo ra bước tiến mới trong lĩnh vực chế tạo chính xác và hiện đại hóa dây chuyền sản xuất.
Đối với những người làm việc tại Tập đoàn Hangzhoulink w88, tiền bạc và danh lợi chỉ như mây trôi qua, điều quan trọng nhất chính là tinh thần tự hào sâu sắc trong tim về việc phục hưng ngành công nghiệp dân tộc – đó chính là linh hồn của tập đoàn. Tinh thần ấy không chỉ thể hiện qua những thành tựu to lớn mà còn được nuôi dưỡng từ lòng nhiệt huyết và sự cống hiến không ngừng nghỉ của mỗi cá nhân trong tập thể. Từ Hà Nội đến TP.HCM, từ Đà Nẵng đến Cần Thơ, mỗi nơi đều mang trong mình một phần ký ức và truyền thống của tập đoàn, góp phần tạo nên bản sắc riêng biệt và mạnh mẽ
400-090-5999
sale@hzmtg.com

Tên công ty: Công ty Cổ phần Hàng Cơ Chiết Giang
Địa chỉ: Tòa nhà Hàng Cơtin tuc the thao, số 50 đường Học Viện, quận Tây Hồ, thành phố Hàng Châu
Điện thoại: 400-090-5999
Bản quyền: Công ty Cổ phần Hàng Cơ Chiết Giang
copyright © 2011-2021 www.hzmtg.com All rights reserved

Liên kết thân thiện:
slot machine ban ca sau tỷ số bóng đá hôm nay Cá cược thể thao soi kèo hôm nay lich ngoai hang anh 99win club